
The right flow measurement transducer is defined by what’s flowing through the pipe — clean water and abrasive mining slurry demand fundamentally different sensing technologies, materials, and maintenance strategies.
Every flow measurement project starts with the same question: what is actually flowing through the pipe? For most instrumentation engineers, the answer splits into two fundamentally different worlds. The first is the relatively forgiving world of clean water — predictable density, low viscosity, no abrasive content, and a century of measurement experience to draw on. The second is the demanding world of slurry — suspended solids that erode sensor elements, variable density that invalidates volumetric readings, and process velocities that must be managed carefully to prevent both settling and excessive wear. A flow transducer that performs beautifully in a clean water distribution main can fail mechanically within months in a mining process line carrying 40% solids by weight.
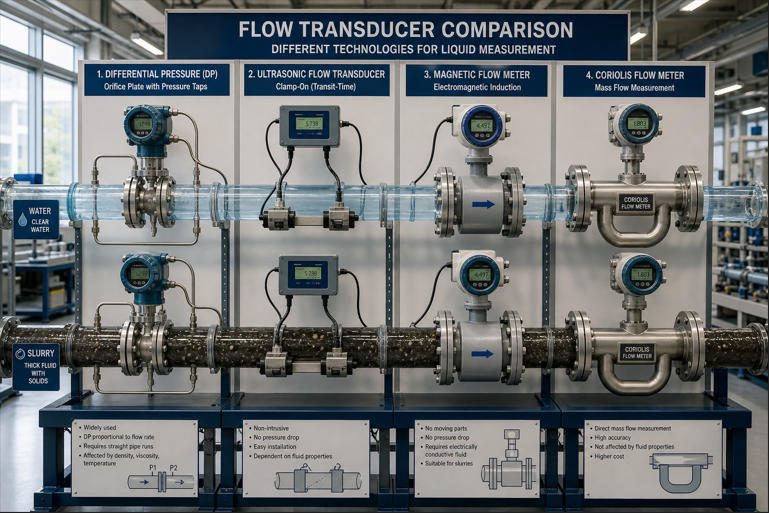
This guide compares the four dominant flow measurement transducer technologies — Differential Pressure (DP), Ultrasonic, Magnetic (Electromagnetic), and Coriolis — across both water and slurry service, with the engineering depth that instrumentation engineers and procurement teams need to make defensible technology selections. We define each technology’s operating principle, quantify its real-world performance in both service environments, identify the characteristic failure modes that kill accuracy and service life in slurry applications, and provide a decision framework you can apply to your specific process conditions.
The practical stakes are significant. A poorly selected flow meter in a slurry application doesn’t just generate inaccurate readings — it can generate dangerously incorrect inventory figures in a mining concentrator, billing discrepancies in a municipal biosolids handling system, or a false sense of process stability in a chemical plant effluent line that’s gradually shifting in solids content. Conversely, over-specifying a Coriolis meter for a clean water application where a magnetic meter would suffice adds USD 15,000–40,000 in unnecessary capital cost per measurement point, capital that is difficult to justify when multiplied across 100+ metering points in a large water treatment facility.
Scope: This guide covers DP meters (orifice plates, venturi tubes, DP cells), transit-time and Doppler ultrasonic meters (both clamp-on and inline), electromagnetic (mag) meters, and Coriolis mass flow meters. It addresses clean water (potable water, cooling water, process water) and slurry applications (mining concentrates, mineral tailings, paper pulp, wastewater biosolids, chemical plant slurries) with typical solids content from 0.1% to 50% by weight.
Overview of Flow Measurement Technologies
Key Principles Behind Each Technology
The four technologies covered in this guide measure flow through fundamentally different physical phenomena, and this physical difference is what determines their compatibility — or incompatibility — with slurry service.
Differential Pressure (DP) meters infer flow velocity from the pressure drop created by a primary element (orifice plate, venturi, annubar) that partially obstructs the flow path. The relationship between ΔP and flow rate follows Bernoulli’s equation and a square root relationship: flow is proportional to the square root of the pressure differential. This simple and time-proven principle is why DP meters dominate the installed base of flow meters globally — but it is also why they are vulnerable to slurry: any constriction in the flow path is an erosion target, and any tapping point is a potential clogging point for solids.
Ultrasonic meters measure flow velocity acoustically. Transit-time meters measure the difference in acoustic travel time with and against the flow direction — the faster the flow, the greater the asymmetry. Doppler meters measure the frequency shift of reflected acoustic signals from particles or bubbles in the fluid. Transit-time requires a clean, single-phase liquid; Doppler requires particles or bubbles as acoustic reflectors — making it, counter-intuitively, better suited for slurry than its transit-time counterpart.
Magnetic (Electromagnetic) meters apply Faraday’s law of electromagnetic induction: a conductive liquid moving through a magnetic field generates a voltage proportional to its velocity. The meter has no moving parts, no constriction in the bore, and — critically — no hydraulic resistance that could erode or clog. This full-bore, obstruction-free design is why magnetic meters dominate slurry applications in mining and wastewater treatment globally.
Coriolis meters oscillate measurement tubes and detect the phase shift induced by the Coriolis force as fluid flows through — a direct measure of mass flow rate. Simultaneously, the tube resonance frequency gives fluid density. Both mass flow and density are valuable in slurry applications (where knowing the solids concentration requires both), but the narrow tube geometry that enables Coriolis measurement is also a vulnerability to slurry erosion at larger pipe sizes.
Common Performance Metrics: Accuracy, Turndown, and Stability
Three metrics define the performance conversation for every flow transducer selection. Accuracy (expressed as ±% of rate or ±% of full span — always prefer % of rate, which maintains its meaning across the flow range) determines whether the measurement is fit for purpose in custody transfer, process control, or utility monitoring. Turndown ratio (the ratio of maximum to minimum measurable flow with maintained accuracy) determines how well the meter handles variable process flows — a meter that is highly accurate at 80% of full scale but fails at 20% is poorly matched to a process with a 10:1 flow variation. Long-term stability — the tendency of the measurement to drift over time under real process conditions — is often more important in slurry service than in-the-box accuracy, since slurry abrasion, coating, and wear mechanisms progressively degrade performance between calibration events.
Typical Installation Considerations
All four technologies have straight-run pipe requirements that affect where they can be installed and what piping modifications a retrofit may require. DP meters (orifice plates) typically need 20–44 upstream pipe diameters after disturbing fittings per ISO 5167. Magnetic meters need 5–10 upstream diameters. Coriolis meters are largely insensitive to velocity profile and can be installed with minimal straight run. Clamp-on ultrasonic meters need 10–20 diameters upstream. In slurry applications, installation orientation adds another dimension: for magnetic and DP meters, a vertical upward flow installation prevents solids from settling in the meter body or impulse lines — a constraint that is not just a best practice but often a prerequisite for achieving specification accuracy in high-solids slurry service.
Differential Pressure (DP) Flow Transducers

DP flow transducers in industrial service — the oldest and most widely installed flow measurement technology, with specific vulnerabilities in slurry applications that require careful engineering management.
How DP Meters Work: Orifice, Venturi, DP Cell
The DP meter system consists of two distinct components: the primary element (which creates the differential pressure) and the secondary element (the DP transmitter, which converts the pressure differential to a flow signal). The primary element creates a deliberate, calibrated obstruction or flow profile change in the pipe. The three most common primary elements in industrial service are: (1) the orifice plate — a flat plate with a precisely machined bore, simple and inexpensive but generates significant permanent pressure loss and is most susceptible to erosion and deposit buildup; (2) the venturi tube — a smooth-contoured constriction with much lower permanent pressure loss (typically 10–15% of the measured ΔP versus 50–80% for orifice plates) and substantially better tolerance for slurry because its smooth surfaces provide fewer edges for particle impingement erosion; and (3) the averaging pitot tube (annubar) — an insertion device that samples velocity across the pipe diameter, suitable for larger pipe sizes where full-bore primary elements would be prohibitively expensive, but highly vulnerable to erosion and plugging in particle-laden service.
The DP transmitter measures the differential pressure between the high-pressure and low-pressure taps and converts it to a flow rate using the installed calibration equation. In gas or steam service, a multi-variable DP transmitter also measures temperature and static pressure to provide density compensation. In clean liquid service, density is usually assumed constant. In slurry service, density variation with changing solids concentration introduces additional uncertainty in the volumetric flow calculation — a limitation that DP meters cannot address without external density measurement.
Pros and Cons for Water and Slurry Applications
For clean water: DP meters are a cost-effective, reliable choice where the flow range is relatively stable (the 3:1 to 5:1 turndown of a standard orifice plate is adequate), pressure loss is acceptable, and the pipe size is in the range where a full-bore electromagnetic meter would be expensive (DN600+, where DP remains competitive on capital cost). Municipal water supply plants and hydropower penstocks regularly use venturi meters in large-bore service for exactly this reason: a DN1000 venturi can be calibrated to ±0.5% of rate and maintained in clean water service for 20+ years with minimal intervention.
For slurry: DP meters face serious, often disqualifying limitations. In an orifice plate installation on a phosphate rock slurry line, field measurements at a Florida facility showed that the orifice plate’s beta ratio (bore-to-pipe diameter ratio) had shifted measurably within 60 days of service due to erosion of the upstream edge — producing a systematic positive bias of approximately 4.5% that went undetected until quarterly calibration. Impulse line plugging — the blockage of the taps connecting the process pipe to the DP transmitter — is endemic in slurry service. Diaphragm seal assemblies with capillary-fill remote seals can eliminate direct impulse lines, but they add cost, reduce response speed, and introduce temperature-related zero drift. Venturi meters are more tolerable in slurry service than orifice plates — their smooth bore and gradual transitions are far less susceptible to erosion — but even a well-designed venturi shows measurable wear from highly abrasive slurries at elevated velocity, making periodic dimensional verification and recalibration a maintenance requirement.
Practical Installation and Maintenance Notes
In clean water service, DP meter maintenance is minimal: annual transmitter calibration, periodic inspection of the primary element for damage or coating, and impulse line integrity checks. In slurry service, the maintenance burden increases substantially. Impulse lines should be replaced with diaphragm-sealed remote assemblies using capillary-fill technology to prevent plugging. If a conventional orifice plate is specified in slurry service (often for legacy or cost reasons), a schedule of quarterly dimensional inspection of the bore and upstream edge, with re-calibration whenever wear exceeds 0.25% of the bore diameter, is the minimum defensible approach. Venturi meters in abrasive slurry should be inspected for throat wall thickness reduction annually using ultrasonic thickness measurement, with replacement triggered when remaining wall is less than 50% of the original design thickness.
Ultrasonic Flow Transducers
Clamp-On versus Inline Configurations
Ultrasonic flow transducers for liquid service operate in one of two measurement modes, and the choice between them is one of the most consequential decisions in a water or slurry flow measurement specification. Transit-time ultrasonic meters transmit acoustic pulses diagonally across the flow path — alternately upstream and downstream — and measure the difference in travel time. Transit time is the dominant technology for clean and lightly contaminated liquids because it measures the actual fluid velocity without requiring any particles or bubbles to be present. Accuracy for a quality inline transit-time meter ranges from ±0.5% to ±1.0% of rate; for a quality clamp-on transit-time meter, typically ±1.0% to ±2.0% of rate depending on pipe condition, coupling quality, and fluid properties.
Doppler ultrasonic meters emit a continuous acoustic beam into the fluid and receive the signal reflected back from particles or bubbles. The Doppler frequency shift of the reflected signal is proportional to the velocity of the particles, which is assumed to equal the fluid velocity. Doppler meters require particles or bubbles with acoustic contrast relative to the carrier liquid — a condition that is a nuisance in clean water service but a natural advantage in slurry service. A Doppler meter requires a minimum solids content of approximately 75 ppm of particles above 25–30 microns to function reliably; below this threshold, signal is lost and readings become unreliable.
Clamp-on configurations — available for both transit-time and Doppler modes — attach transducers to the outside of an existing pipe without cutting or welding, offering exceptional advantages in retrofit applications and in process lines where maintenance isolation is expensive. The trade-off is reduced accuracy compared to inline configurations, and sensitivity to pipe wall condition (coatings, heavy corrosion, concrete lining, or multi-layer walls can prevent acoustic coupling).
Pros and Cons for Water and Slurry Applications
For clean water: Transit-time ultrasonic meters are outstanding performers, offering zero pressure drop, no moving parts, no wetted sensor elements in clamp-on configurations, and accuracy competitive with electromagnetic meters at a similar or lower capital cost for large-diameter pipes. A municipal water authority operating a DN800 transmission main can install a multi-path transit-time clamp-on meter in a single working day without line shutdown, achieving ±1.5% accuracy — adequate for water balance management across a distribution zone. In clean water service above DN300, transit-time ultrasonic meters are frequently preferred over magnetic meters on a total cost basis because the capital cost of a large-bore magnetic meter (which requires an expensive precision-wound coil assembly) exceeds that of a clamp-on ultrasonic by a factor of 3–5×.
For slurry: The technology split between Doppler and transit-time becomes critical. Transit-time meters struggle in slurry because the acoustic signal is scattered and attenuated by suspended particles — above approximately 2–3% solids by volume, acoustic attenuation in a transit-time meter exceeds its signal budget and measurement reliability degrades or fails entirely. This is a hard limit: a transit-time meter specified for clean water service should never be assumed to work in slurry without explicit validation of the acoustic attenuation at the expected solids loading. Doppler meters, by contrast, are specifically suited to slurry service: Doppler ultrasonic meters measure flow rates from 0.1 to 6.0 m/s with ±1.5% full-scale accuracy in suitably loaded slurry, making them a practical choice for primary sludge, paper pulp, and mineral concentrate lines where a full-bore magnetic meter is not available in the required pipe size or material specification. The Doppler meter’s limitation is accuracy degradation when the particle concentration or size distribution varies significantly — since its calibration assumes a fixed relationship between particle velocity and bulk fluid velocity, any change in slip velocity (the velocity difference between particles and fluid) from the calibration basis introduces systematic error.
Magnetic Flow Transducers

Electromagnetic (magnetic) flow meters — the full-bore, obstruction-free design that makes them uniquely suited for slurry applications ranging from municipal wastewater to mining concentrates.
Basic Operating Principle
The electromagnetic flow meter applies Faraday’s law of electromagnetic induction: when an electrically conductive liquid flows through a magnetic field (generated by coils mounted outside the meter body), a voltage is induced in the fluid perpendicular to both the flow direction and the magnetic field. This induced voltage, measured by electrodes in contact with the fluid, is directly proportional to the average fluid velocity — from which volumetric flow is calculated knowing the pipe cross-sectional area. The entire measurement happens in the bulk of the flowing fluid, with no obstruction, no moving parts, and no constriction of the bore. The meter body is a straight-through tube with an internal non-conducting liner that prevents eddy current losses and provides chemical and abrasion resistance.
The critical dependency of electromagnetic meters is fluid conductivity: the fluid must be electrically conductive for the induced voltage to be measurable. Most aqueous liquids — water, wastewater, slurries with aqueous carrier — have conductivity well above the minimum threshold (typically 5–20 µS/cm for modern meters). Hydrocarbons, oils, and non-aqueous solvents are not measurable by electromagnetic meters, regardless of particle loading.
Suitability for Conductive Liquids and Typical Limitations
In clean water service, electromagnetic meters achieve accuracy of ±0.2% to ±0.5% of rate — among the best of any volumetric flow technology for clean conductive liquids. They operate from essentially zero flow to high velocities (typically 0.5–10 m/s), providing a 20:1 to 30:1 turndown that covers virtually all water distribution and treatment applications. There are no moving parts, no pressure drop beyond the straight-bore friction loss, and no primary element wear — making them the lowest-maintenance volumetric flow meter for clean water. The electromagnetic flow meter selection guide from Jade Ant Instruments provides a detailed breakdown of liner and electrode material options for different water chemistry conditions — from PTFE for aggressive chemical applications to hard rubber and polyurethane for slurry service.
The principal limitation of electromagnetic meters in clean water service is that they require a minimum fluid conductivity. Deionized water, certain ultrapure process waters, and very low-TDS rainwater can fall below the conductivity threshold, requiring ultrasonic alternatives. A second limitation is that the meter must run full — air entrainment or partial pipe conditions generate large measurement errors because the electrode signal is disrupted. Empty-pipe detection (now standard in most modern electromagnetic transmitters) flags this condition and prevents logging of erroneous data, but it does not eliminate the measurement gap during the event.
Slurry Considerations and Abrasion/Particle Effects
The electromagnetic meter’s full-bore, obstruction-free design makes it the dominant technology for slurry flow measurement worldwide — a position it has held for decades and that shows no sign of change. In mining and mineral processing, electromagnetic meters handle tailings slurries with 30–50% solids by weight, grinding circuit slurries with pH 2–12, and concentrate transfer lines with highly abrasive particles. The KROHNE case study on volume flow measurement at a large gold and copper facility illustrates the material selection detail required: flush-mounted Hastelloy C electrodes to minimize particle impingement; hard rubber liner selected for resilience against abrasion from angular ore particles; and a recommended flow velocity of 2–3 m/s (rather than the more common 1–5 m/s range used in water service) to limit liner wear rate to an acceptable level over a 5-year target service life.
The governing design decisions for a magnetic meter in slurry service are liner material, electrode material, and flow velocity. For liner material: polyurethane liners offer the best abrasion resistance for high-velocity slurries with angular particles and are the standard choice in mining; hard rubber (natural rubber or EPDM) is excellent for moderate abrasion with resilience to impact; PTFE provides the widest chemical resistance but limited abrasion resistance and should not be used above 2 m/s in abrasive slurry. For electrode material: standard 316L stainless steel electrodes are adequate for mild slurries in neutral pH; Hastelloy C-276 or titanium for chemically aggressive slurries; tungsten carbide tip electrodes for highly abrasive applications where standard metallic electrodes would wear to the point of seal compromise within one maintenance cycle. For flow velocity: the standard engineering recommendation for abrasive slurries is 2–4 m/s — high enough to prevent particle settling (which causes electrode coating and measurement noise) but low enough to limit liner abrasion to a manageable rate.
The magnetic vs. ultrasonic comparison for wastewater applications provides additional context on when each technology is preferred in municipal and industrial wastewater service — a useful complement to the slurry-specific guidance above.
Coriolis Flow Transducers
Mass Flow and Density Measurement Capabilities
The Coriolis meter’s defining distinction from all other flow technologies is that it measures mass flow directly, without requiring any assumptions about fluid density. Vibrating measurement tubes — driven at their resonant frequency by an electromagnetic driver — experience a phase shift between their inlet and outlet when fluid flows through, proportional to mass flow rate. The resonant frequency of the tubes simultaneously gives the fluid density, since the system is essentially a mass-spring oscillator whose frequency depends on the total mass (tube plus fluid) inside. This simultaneous mass flow and density measurement is the Coriolis meter’s principal advantage in slurry applications: knowing both mass flow and density allows you to calculate the solids concentration directly — a crucial parameter in mineral processing that would otherwise require a separate inline density meter or periodic sampling.
Coriolis accuracy for mass flow in clean liquid service is ±0.1% to ±0.2% of rate — the highest of any commercial flow technology, and the reason Coriolis meters are the standard for fiscal hydrocarbon measurement, pharmaceutical batching, and any application where mass-based accounting is critical. In slurry service, the mass flow accuracy typically degrades to ±0.3% to ±0.5% of rate depending on solids loading and particle characteristics, still competitive with electromagnetic meters for many applications while providing the additional density output.
Strengths and Weaknesses with Slurry Media
In slurry service, Coriolis meters occupy a specific and important niche: high-value streams where the simultaneous measurement of mass flow, volumetric flow, and slurry density provides data that cannot be obtained from any single-parameter technology. A copper concentrator plant measuring the mass of copper concentrate transferred to a filter press needs both mass flow (to total the batch) and density (to calculate the solids fraction that determines concentrate grade) — data that a Coriolis meter provides from one instrument. The density measurement accuracy for a well-calibrated Coriolis meter in slurry service is typically ±0.001 to ±0.005 g/cm³, which translates (for a 1.3 g/cm³ copper concentrate slurry) to approximately ±0.5–2.5% uncertainty in calculated solids concentration — adequate for process control, though not for commercial accounting without additional verification.
The primary weaknesses of Coriolis meters in slurry service are geometric and economic rather than principle-related. The narrow internal tube geometry that enables the Coriolis measurement creates a significantly higher flow velocity within the tube than in the surrounding pipe, amplifying the erosion rate of abrasive particles. A curved-tube Coriolis meter in a quartz sand slurry at 2 m/s pipe velocity may see tube internal velocity of 4–6 m/s, dramatically accelerating liner wear and requiring tube replacement every 1–3 years in aggressive service — a maintenance cost that can match or exceed the original instrument price per year in severe applications. Additionally, Coriolis meters are limited to pipe sizes up to DN200 (8 inches) in practical commercial availability, with cost increasing very steeply above DN100 (4 inches) — ruling them out economically for large-bore slurry applications that represent a large fraction of mining and paper industry installations.
The second weakness is sensitivity to entrained gas (air or vapor bubbles) in the slurry. Gas bubbles disrupt the tube oscillation and produce significant measurement errors — both in mass flow and in density. In slurry applications where aeration is possible (grinding mill discharge, agitated tanks, pump cavitation), Coriolis meters require upstream degassing or are simply excluded from the application on reliability grounds.
▶ Video: A practical technology comparison of DP, Magnetic, and Coriolis flow meters — covering measurement principles, selection criteria, and application suitability with 3D visualization of how each technology works.
Water Applications: Where Each Technology Shines
Clean Water vs. Wastewater Scenarios
The distinction between clean water and wastewater within the broad “water applications” category drives substantially different technology preferences. Clean water — potable water in distribution systems, process water in power plants, cooling tower makeup — is the most forgiving flow measurement environment: single-phase, relatively constant density, low viscosity, and no abrasive content. All four technologies in this guide can measure clean water accurately, so the decision framework becomes primarily economic: which technology provides the required accuracy at the lowest total cost of ownership for the pipe size and flow range in question?
For pipe sizes from DN15 to DN300, electromagnetic meters dominate clean water measurement because of their combination of accuracy (±0.2–0.5% of rate), zero pressure drop, no moving parts, and 20-year service life without primary element replacement. A water authority in Germany that audited its installed meter population found that electromagnetic meters installed in the 1990s were still performing within ±0.3% of rate when checked against a portable reference standard 25 years later — a longevity record that no mechanical technology can match in comparable service.
For pipe sizes above DN300, the economics shift. A DN600 electromagnetic meter (a large, precision-wound device) can cost USD 8,000–25,000 versus USD 2,000–6,000 for a clamp-on transit-time ultrasonic on the same line. In clean water, where ultrasonic accuracy (±1.0–1.5% of rate for a quality clamp-on) is adequate for distribution zone balancing and large-main utility measurement, ultrasonic is increasingly the preferred choice at larger diameters. The five key advantages of ultrasonic over magnetic meters in clean water pipelines are well documented — particularly the zero process intrusion and retrofit-friendly installation that makes ultrasonic the default choice for large-bore clean water retrofits.
Wastewater — influent, effluent, activated sludge, primary sludge, digester effluent — is not clean water, and the technology preference reflects this. Influent and effluent streams with 0.1–0.5% suspended solids are routinely and successfully measured by electromagnetic meters with standard hard rubber liners and 316L stainless steel electrodes — the combination that handles 85% of municipal wastewater applications. Primary sludge (2–8% solids), thickened secondary sludge (4–12% solids), and digested sludge (2–6% solids) are measured by electromagnetic meters with polyurethane liners and more robust electrode materials. Beyond approximately 15% solids, Doppler ultrasonic or Coriolis becomes the more practical choice depending on pipe size and whether density measurement is needed.
Water/WW
Market 2025
Sources: FutureMarketInsights Flow Meters Market Report; Mordor Intelligence; author estimates for water/WW-specific sub-market shares. Figures are approximate.
Slurry Applications: Challenges and Best Fits

Slurry flow measurement in mining — particle abrasion, variable density, and high solids content create measurement challenges that eliminate most standard flow technologies from consideration.
Particle Load, Solids Content, and Suspension Quality
The single most important parameter in slurry flow meter selection is solids content, expressed as a percentage by weight (wt%) or volume. The McCreter slurry measurement guide establishes a practical framework: slurries with solids content below 10% are measurable by most technologies with appropriate material selection; slurries at 10–50% require dedicated slurry-designed meters (electromagnetic with abrasion-resistant liners being the primary choice); above 50%, measurement becomes extremely challenging for any technology and typically requires process modification to reduce solids loading at the measurement point.
Suspension quality — whether the particles remain homogeneously distributed across the pipe cross-section or tend to settle to the bottom — is as important as solids content. A fine clay slurry at 30% solids by weight may be substantially homogeneous at a pipe velocity of 1.5 m/s (all particles carried in suspension), while a coarse sand slurry at the same solids content may already be showing a concentration gradient (more particles at the bottom) at 1.5 m/s and full saltation (particles rolling along the pipe bottom) below 0.8 m/s. Electromagnetic meters measure the average velocity across the full pipe bore — if there is a significant solids concentration gradient (more dense slurry at the bottom, clearer liquid at the top), the velocity profile is no longer the axis-symmetric profile that the meter’s calibration assumes, introducing a systematic error that can reach 1–3% in severe cases. The engineering countermeasure is to maintain sufficient pipe velocity to keep the slurry in homogeneous suspension through the meter section — typically requiring at least 1.2–1.5 m/s for fine particles and 2–3 m/s for coarser, denser solids.
Abrasion, Viscosity, and Maintenance Implications
Abrasive wear on flow meter wetted surfaces is the dominant maintenance driver in mining and hard-rock mineral processing. The abrasiveness of a slurry is a function of particle hardness (Mohs scale), particle shape (angular particles are far more abrasive than rounded ones), particle size (larger particles carry more kinetic energy per impact), and fluid velocity (wear rate scales approximately with velocity to the power 2.5–3.5 — a doubling of velocity can increase wear rate by a factor of 5–10). A silica sand slurry (Mohs 7, angular particles) at 3 m/s will erode a hard rubber liner far faster than a coal slurry (Mohs 2–3, more rounded particles) at the same velocity — this is why material selection for slurry meters cannot be based on generic liner ratings but requires application-specific wear data or conservative extrapolation from comparable applications.
For the electromagnetic meter — the technology of choice in most slurry applications — the industry benchmark for polyurethane liner service life in moderately abrasive mining slurry is 3–7 years before liner replacement is required. Tungsten carbide-tipped electrodes (available from most electromagnetic meter manufacturers including those in Jade Ant Instruments’ technology ecosystem) typically last twice as long as standard 316L stainless steel electrodes in abrasive service. A mining operation in Chile running copper tailings slurry at 35% solids through 12 electromagnetic meters with polyurethane liners and Hastelloy C electrodes reported an average liner service life of 4.5 years — with replacement taking approximately 4 hours per meter and requiring no special tooling beyond the liner itself, representing a total maintenance cost of approximately USD 1,200 per meter per year (labor + materials) over a 15-year period.
Viscosity in slurry service affects the velocity profile in the pipe and therefore the relationship between the meter’s point or area velocity measurement and the true average velocity across the cross-section. For electromagnetic meters, the viscosity effect is generally minor within the turbulent flow regime (Reynolds number > 10,000) — which is maintained by most slurries in practical industrial pipe sizes at reasonable flow velocities. For DP meters, high viscosity shifts the discharge coefficient and requires recalibration or correction, adding complexity in variable-viscosity slurry service.
Performance and Comparison Matrix: DP vs Ultrasonic vs Magnetic vs Coriolis
Accuracy, Turndown, and Dynamic Response
Lower number = better accuracy. Ranges reflect typical in-service performance rather than ideal laboratory conditions.
Sources: Emerson Automation Experts comparison framework; DwyerOmega Doppler meter specifications; Engineering ToolBox flowmeter comparison; author analysis. Slurry accuracy figures reflect in-service performance with appropriate material selection and installation; erosion-induced drift excluded.
Full Performance Comparison Table
| Parameter | DP (Orifice) | DP (Venturi) | Ultrasonic Transit-Time | Ultrasonic Doppler | Magnetic (Electromagnetic) | Coriolis |
|---|---|---|---|---|---|---|
| Measurement Output | Volumetric (inferred) | Volumetric (inferred) | Volumetric (velocity) | Volumetric (velocity) | Volumetric (velocity) | Mass flow + density |
| Accuracy – Clean Water | ±0.5–2.0% of rate | ±0.5–1.0% of rate | ±0.5–1.0% (inline) ±1.0–2.0% (clamp-on) | Not applicable (clean water) | ±0.2–0.5% of rate | ±0.1–0.2% of rate |
| Accuracy – Slurry | ±3–8%+ (erodes rapidly) | ±1.5–4.0% (gradual erosion) | Poor — high attenuation above 2% solids | ±1.0–2.5% of rate (particle-dependent) | ±0.5–1.0% of rate | ±0.3–0.5% of rate (small bore) |
| Turndown Ratio | 3:1 to 5:1 | 4:1 to 8:1 | 40:1 to 100:1 | 20:1 to 40:1 | 20:1 to 30:1 | 100:1 |
| Pressure Drop | High (50–80% of ΔP) | Low (10–15% of ΔP) | None (clamp-on) / minimal (inline) | None (clamp-on) / minimal (inline) | None (full bore) | Moderate (narrow tube) |
| Moving Parts | None (electronic only) | None | None | None | None | None (vibrating tubes) |
| Slurry Compatibility | Poor — clogging, erosion | Moderate — erosion manageable | Poor above ~2% solids (transit-time) | Good — requires particles as reflectors | Excellent — full bore, liner selectable | Limited by tube erosion; max ~DN100 |
| Max. Pipe Size (practical) | Unlimited | Unlimited | Unlimited (clamp-on) | Unlimited (clamp-on) | DN15–DN2000+ | Practical max DN200 |
| Minimum Fluid Conductivity | None | None | None | None | 5–20 µS/cm | None |
| Density Measurement | No | No | No (requires separate instrument) | No | No | Yes — simultaneous, ±0.001 g/cm³ |
| Indicative CapEx (DN100, water) | USD 800–2,500 | USD 2,500–8,000 | USD 1,500–5,000 | USD 1,500–4,000 | USD 2,000–6,000 | USD 8,000–20,000 |
| Maintenance Burden – Clean Water | Low–Moderate | Low | Very Low | Low | Very Low | Very Low |
| Maintenance Burden – Slurry | Very High (plugging, erosion) | High (periodic inspection/recal) | Moderate (coupling pads) | Low–Moderate | Moderate (liner inspection) | High (tube erosion, frequent replacement) |
| Typical Best Application | Large-bore clean water, gas/steam | Large-bore water, mild slurry | Large-bore clean water, retrofit | Wastewater sludge, mild-moderate slurry | Water, wastewater, mining slurry | Precision batching, concentrate metering (small bore) |
Installation, Calibration, and Maintenance Needs
Installation requirements vary significantly across technologies and have direct cost implications that are often underestimated in initial budgets. DP orifice plate systems in water service appear inexpensive at the instrument level but require precision-machined tapping fittings, impulse line assemblies (or diaphragm seal assemblies in slurry), and periodic primary element replacement — all of which add to the installed cost. In slurry service, the impulse line replacement interval can be as short as 6 months in high-solids applications, creating a recurring maintenance cost that dwarfs the initial instrument price. Electromagnetic meters, by contrast, have a higher purchase price but an installed cost that is often lower than DP systems of comparable size once piping, valving, and maintenance provisions are counted — a counterintuitive result that explains why experienced instrumentation engineers rarely specify orifice plates in new slurry installations.
Total Cost of Ownership and Lifecycle Considerations
Includes instrument + transmitter, installation, calibration, and estimated maintenance/replacement costs over 10 years. USD, illustrative.
Note: DP Orifice includes frequent impulse line maintenance and plate replacement in slurry service. Coriolis includes tube replacement every 3 years. Electromagnetic includes liner replacement at 5-year interval. Doppler ultrasonic includes transducer coupling pad replacement. All figures are order-of-magnitude illustrative; actual costs depend heavily on specific application conditions, local labor rates, and vendor pricing.
Selection Framework and Decision Workflow
Fluid Properties, Line Size, Pressure, and Temperature
A structured selection process begins with the physical properties of the fluid, not with technology preferences or budget constraints. The first gate is fluid conductivity: if the fluid has conductivity above 20 µS/cm and contains no suspended particles or low-abrasion particles (less than 5% solids by weight), an electromagnetic meter is the default choice for pipe sizes from DN15 to DN600, and a transit-time ultrasonic for larger bores or retrofit situations. If the fluid is non-conductive (hydrocarbons, pure solvents), ultrasonic or Coriolis is required, and the slurry/particle content then determines which ultrasonic mode is appropriate.
Line size is the second gate, particularly in slurry service. Coriolis meters are practically limited to DN100 (4 inch) or below in most slurry applications for economic and erosion-rate reasons. Electromagnetic meters cover from DN10 to DN2000 in standard commercial products. DP meters and ultrasonic (clamp-on) are available at any pipe size. Where slurry service in pipes above DN200 is required, the technology choice is almost invariably between electromagnetic (for moderate-to-high solids content) and Doppler ultrasonic (for high solids content where the electromagnetic meter’s liner wear rate at the required flow velocity is unacceptable, or where pipe cutting is not possible).
Process pressure and temperature are qualifying constraints rather than primary selection drivers for most water and slurry applications: all four technologies are available in configurations rated to 40+ bar for typical industrial service, and temperature ratings generally exceed the process requirements of water and aqueous slurry applications (which rarely exceed 90°C in standard industrial service). For high-temperature slurry applications — geothermal mineral-laden brines, hot process slurries in the chemical industry — material compatibility of liner and electrode materials requires specific verification, as many standard liner materials soften above 60°C.
Slurry Content, Abrasiveness, and Solids Fraction
A practical three-tier classification guides technology selection based on slurry characteristics. Tier 1 (0–5% solids by weight, fine non-abrasive particles): Any technology is viable; electromagnetic is typically preferred for its combination of accuracy, zero pressure drop, and resistance to even this level of solids without special material provisions. Transit-time ultrasonic is viable. DP with diaphragm seals is feasible but not recommended for new designs. Tier 2 (5–30% solids by weight, moderate abrasion): Electromagnetic with abrasion-resistant liner (polyurethane or hard rubber) and hardened electrodes (Hastelloy, tungsten carbide tip) is the standard choice. Doppler ultrasonic is viable for process monitoring. Coriolis viable in small pipe sizes (DN50 and below) where the accuracy and density output justify the higher erosion rate. DP orifice disqualified; DP venturi marginal. Tier 3 (>30% solids by weight, high abrasion): Electromagnetic with ceramic-faced or thick polyurethane liner; flow velocity limited to 2–3 m/s; electrode inspection interval set to quarterly or semi-annual. Doppler ultrasonic as secondary option if pipe cannot be cut. Coriolis generally excluded on erosion grounds at larger pipe sizes. All DP variants excluded.
Environment, Reliability Needs, and Budget
Hazardous area classification, environmental exposure (outdoor, tropical, arctic, corrosive atmosphere), and reliability targets all influence the final technology and configuration choice. Electromagnetic meters are available with IP67/IP68 ingress protection, ATEX/IECEx and NEC hazardous area certifications, and stainless steel or polyester-GRP transmitter housings for harsh environments. The five-factor framework for flow meter selection provides a structured checklist covering fluid properties, pipe conditions, environmental constraints, output requirements, and budget — a practical tool for ensuring no critical specification factor is overlooked during the design phase.
🔍 Technology Selection Decision Tree — Water and Slurry Applications
- Is the fluid conductive? (conductivity > 20 µS/cm, aqueous-based) → If yes, proceed to Step 2. If no → Transit-time Ultrasonic or Coriolis only.
- Solids content? 0–5% → Step 3. 5–30% → Electromagnetic with abrasion-resistant liner; confirm Step 4. >30% → Electromagnetic (ceramic/PU liner, low velocity) or Doppler Ultrasonic.
- Is accuracy ≤ 0.5% required? Yes → Electromagnetic or Coriolis. No → Any technology per Step 4+.
- Is pipe size above DN300? Yes → Clamp-on Ultrasonic (clean water) or Electromagnetic (slurry). No → Electromagnetic, Coriolis (for DN100 and below), or Doppler Ultrasonic.
- Is density/mass flow measurement needed? Yes → Coriolis only (small bore) or Electromagnetic + separate density meter (larger bore).
- Can the pipe be cut for installation? No (retrofit, no-shutdown mandate) → Clamp-on Ultrasonic (clean water) or Doppler Ultrasonic clamp-on (slurry, if >5% solids).
- ATEX/IECEx required? Confirm all shortlisted meters carry correct zone classification certification before finalizing specification.
- Apply TCO analysis: Compare 10-year total cost including calibration intervals, liner/electrode replacement, and downtime risk — not just instrument purchase price.
Implementation Considerations and Best Practices

Proper installation — orientation, straight-run compliance, and commissioning protocol — is as important as technology selection in achieving specification accuracy in both water and slurry service.
Installation Best Practices for Each Technology
For electromagnetic meters in slurry service, vertical upward flow is the strongly preferred installation orientation. In horizontal installations, particles denser than the carrier liquid settle to the bottom of the meter bore, creating a non-uniform velocity profile and coating or eroding the bottom electrodes disproportionately. Vertical upward flow ensures homogeneous slurry distribution across the meter bore, equal electrode exposure, and complete drainage on shutdown (preventing particle accumulation in the meter body that could cause false zero signals). Where a horizontal installation is unavoidable, electrodes should be positioned at the 3 o’clock and 9 o’clock positions (not top and bottom), minimizing direct impingement from settled solids. A minimum of 5 pipe diameters of straight run upstream and 2 diameters downstream is required; in slurry service, 10 upstream diameters is recommended after a pump outlet or 90° elbow to allow velocity profile recovery before the meter.
For DP meters in water service, horizontal impulse lines should be sloped continuously to the process connection (for liquid service) to prevent gas pocket formation. The tee connections at the orifice taps should incorporate isolation valves and blowdown/drain provisions to allow impulse line flushing without meter removal. In slurry service, where conventional impulse lines will plug, diaphragm-sealed remote assemblies with capillary-fill SYLTHERM or silicone fluid are the standard approach — but the thermal range of the capillary fluid must be matched to the process temperature, and any differential thermal expansion between the high-pressure and low-pressure capillary legs must be accounted for in the transmitter zero calibration.
For Doppler ultrasonic meters in slurry service, transducer installation at a 45° angle to the flow axis (rather than perpendicular) maximizes the Doppler frequency shift and improves measurement resolution at low velocities. A minimum of 10 upstream pipe diameters in straight run is required to ensure a developed velocity profile. The pipe must be full at all times — Doppler meters in partially filled horizontal pipes give incorrect readings because the acoustic path length changes with fill level. Where pipe filling is not guaranteed (gravity-flow lines, variable-level channels), a Doppler open-channel flow meter (measuring depth and velocity separately) is a more appropriate solution.
Maintenance Scheduling and Wear-Prone Components
An effective maintenance schedule for flow transducers in slurry service is built around three inspection triggers: (1) calendar-based inspection at fixed intervals derived from expected wear rates for the specific liner/electrode material and slurry abrasiveness; (2) performance-based inspection triggered when the transmitter’s built-in diagnostics flag anomalous behavior (empty pipe detection activation during normal flow, signal noise level exceeding a threshold, or electrode impedance outside the normal range); and (3) comparison-based verification by periodic check against a portable reference meter (clamp-on ultrasonic in water service, or a weigh-tank check for small-bore Coriolis installations).
For electromagnetic meters, the specific components to inspect at each maintenance visit are: electrode surface condition (polishing or replacement if heavily pitted or coated); liner condition (visual inspection for cracks, delamination, or measurable thickness reduction, which typically requires ultrasonic thickness measurement of the liner itself); transmitter signal noise level (a clean slurry should give a noise level of less than ±0.5% of the measured value — increasing noise signals electrode coating or liner damage); and zero-flow verification (closing isolation valves and confirming the transmitter output is within ±0.05% of true zero). The flow meter calibration and maintenance guide provides step-by-step procedures for all four technologies covered in this article, including the specific verification steps required to confirm measurement integrity in slurry service.
Data Integration and Diagnostics
Modern flow transducers generate far more information than just a flow rate. Smart transmitters from leading manufacturers — including those supported by Jade Ant Instruments in its electromagnetic and vortex product lines — output continuous diagnostic data including electrode impedance, coil resistance, signal noise level, empty pipe status, and process temperature alongside the primary flow measurement. Connecting this data to a plant historian (via HART-IP, Modbus/TCP, or OPC-UA) and configuring alert thresholds for diagnostic parameters enables a condition-based maintenance strategy that eliminates the waste of unnecessary scheduled maintenance events while ensuring developing faults are caught before they cause unplanned downtime.
For slurry applications in mining and mineral processing, flow measurement data is typically integrated into the plant’s process control system (DCS or SCADA) where it feeds process balance calculations, pump curve monitoring, and real-time solids mass flow tracking (in applications where Coriolis density measurement is available). A copper concentrator that integrated its 18 electromagnetic meters and 4 Coriolis meters into a centralized flow balance model found that the mass balance closure improved from ±3.5% to ±1.2% over six months — enabling the identification of a systematic sampling bias in the assay circuit that had previously been hidden within the wider mass balance uncertainty. That improvement in measurement quality translated directly to more confident concentrate grade reporting and more effective reagent dosing control.
Conclusion and Practical Decision Checklist
Quick Reference Checklist for Engineers
| Checklist Item | DP | Ultrasonic | Magnetic | Coriolis |
|---|---|---|---|---|
| Fluid conductivity > 20 µS/cm? | Not required | Not required | ✅ Required | Not required |
| Slurry with > 5% solids? | ❌ Avoid orifice; venturi marginal | Transit-time ❌; Doppler ✅ | ✅ Preferred | ⚠️ Small bore only |
| Accuracy requirement ≤ 0.5%? | ⚠️ Marginal at low flow | ⚠️ Inline only | ✅ Achievable | ✅ Best-in-class |
| Pipe DN > 300 mm? | ✅ DP competitive | ✅ Clamp-on preferred | ⚠️ High cost above DN600 | ❌ Not practical |
| Retrofit / no pipe cut? | ❌ Requires pipe cut | ✅ Clamp-on option | ❌ Requires pipe cut | ❌ Requires pipe cut |
| Mass flow + density needed? | ❌ | ❌ | ❌ (volume only) | ✅ Both outputs standard |
| Zero pressure drop required? | ❌ High ΔP (orifice) | ✅ Clamp-on | ✅ Full bore | ⚠️ Moderate ΔP |
| ATEX / IECEx certified option available? | ✅ | ✅ | ✅ | ✅ |
Final Recommendations Based on Typical Plant Profiles
For a municipal water treatment plant with DN100–DN600 mains, clean influent, and effluent to sewer: electromagnetic meters on all process lines where conductivity is confirmed; clamp-on transit-time ultrasonic on large-bore raw water intakes where line shutdown for meter installation is not practical. For primary and secondary sludge lines (2–12% solids): electromagnetic meters with hard rubber or polyurethane liners, with vertical upward flow installation where possible. For a hard rock mining concentrator with grinding circuit, concentrate, and tailings slurry (20–45% solids): electromagnetic meters with polyurethane liners and hardened electrodes on all slurry lines; Coriolis on concentrate transfer lines (DN50–DN80) where simultaneous density measurement enables real-time concentrate grade monitoring without separate sampling. For a paper pulp processing plant (stock preparation, white water, broke): electromagnetic meters on all pulp stock lines; Doppler ultrasonic as a check measurement or on lines where the pipe cannot be cut for electromagnetic installation. For a chemical plant with acid/base slurries and corrosive media: electromagnetic meters with PTFE or ceramic liners; electrode selection per chemical compatibility data for the specific process chemistry — a process that the application engineering team at Jade Ant Instruments’ electromagnetic flow meter selection guide supports with detailed materials compatibility matrices and application review.
Frequently Asked Questions (FAQs)
1. How do slurry solids affect DP, ultrasonic, magnetic, and Coriolis meters differently?
Each technology responds to slurry solids through a distinct failure mechanism. DP meters are affected through two pathways: erosion of the primary element (orifice plate edge, venturi throat), which changes the discharge coefficient and introduces progressive measurement bias; and plugging of impulse lines, which isolates the DP transmitter from the true process pressure, causing the output to “freeze” at the last valid reading. In field experience, orifice plates in abrasive mining slurry can develop 3–8% positive bias within 30–60 days from edge erosion alone — a systematic drift that continues until the plate is replaced. Ultrasonic transit-time meters are affected by acoustic attenuation: suspended particles scatter and absorb the acoustic signal, reducing signal-to-noise ratio. Above approximately 2% solids by volume, transit-time meters lose reliable signal and output erratic or zero readings. This is why transit-time should never be specified for slurry service. Doppler ultrasonic meters actually require solids (or bubbles) to generate a reflection signal — they fail in clean fluid rather than slurry. Their limitation in slurry is accuracy dependence on particle-to-fluid velocity ratio (slip velocity), which can vary with particle size and density, introducing uncertainty that is difficult to quantify without in-situ calibration. Magnetic meters are affected through liner abrasion and electrode wear rather than measurement principle disruption — the electrical measurement is insensitive to the presence of non-conducting solids. The primary slurry effect is long-term: abrasive particles gradually thin the liner and pit or erode the electrode tips, progressively degrading sealing and signal quality. Coriolis meters in slurry experience both tube erosion (increasing the tube’s cross-sectional area and changing the calibration factor) and potential signal noise from particle impacts on the tube wall — both of which degrade mass flow and density accuracy at a rate proportional to particle abrasiveness and flow velocity.
2. Which technology offers the best combination of accuracy and maintenance for aggressive slurries?
For aggressive slurries — defined as >15% solids by weight, abrasive particles (Mohs > 5), and chemically aggressive carrier — the electromagnetic meter with polyurethane or ceramic liner and tungsten carbide-tipped electrodes consistently provides the best combination of measurement accuracy (±0.5–1.0% of rate in well-maintained, properly installed service) and manageable maintenance. The maintenance advantage of the electromagnetic meter is that wear is confined to the liner and electrode surfaces — both of which are replaceable components that can be swapped in 2–6 hours without replacing the main meter body. This contrasts with Coriolis meters, where tube erosion may require complete sensor replacement (the most expensive component), and with DP systems, where orifice plate replacement and impulse line maintenance can create multi-day outages in slurry service. At very high solids content (>40% by weight) or with extremely abrasive slurries where even polyurethane liner life falls below 2 years, Doppler ultrasonic clamp-on meters may provide a better maintenance profile (zero wetted components, transducer replacement without process shutdown) despite their lower accuracy (±1.5–2.5% of rate), particularly in applications where ±2% measurement uncertainty is acceptable for process control and inventory estimation.
3. What are typical cost-of-ownership considerations when upgrading to Coriolis or ultrasonic meters?
Upgrading from legacy DP orifice plate systems to either Coriolis or electromagnetic meters involves a capital investment that is typically recovered through maintenance cost reduction within 3–7 years, depending on service severity and pipe size. The cost components to quantify in the business case are: (1) Capital cost difference — a Coriolis meter in DN50 slurry service costs USD 8,000–20,000 versus USD 1,500–3,000 for an orifice plate system, but the orifice plate system requires USD 1,500–3,000 per year in impulse line maintenance, plate replacement, and calibration in slurry service — recovering the cost premium in 3–5 years. (2) Accuracy improvement value — if the improved accuracy from ±5% (degraded orifice) to ±0.5% (electromagnetic) enables better process control, reduced raw material usage, or more accurate product accounting, quantify this separately as a process benefit. A mineral processing plant that upgraded from orifice plates to electromagnetic meters on its concentrate transfer lines and found 1.2% improvement in mass balance closure was able to quantify the benefit in terms of reduced ore re-processing and more accurate inventory reporting. (3) Installation cost — electromagnetic meters require flange spool installation (pipe cutting, welding, pressure testing), while clamp-on ultrasonic meters can be installed in hours on existing pipe. For slurry lines where process shutdown costs are high, the clamp-on installation premium pays for itself immediately. (4) Training and procedures — upgrading to smart transmitters with HART/Modbus digital diagnostics requires updating maintenance procedures and potentially training maintenance technicians on the new diagnostic tools. Budget 5–10% of the instrument cost for this transition.
4. Can I use a clamp-on ultrasonic meter on a slurry pipeline?
Yes, but only with a Doppler-mode clamp-on ultrasonic meter — not a transit-time clamp-on meter. Doppler clamp-on meters work by reflecting acoustic signals off particles in the fluid, which slurry provides in abundance. The practical requirements are: minimum solids content of approximately 75 ppm of particles above 25 microns (easily met by virtually any process slurry); a pipe with an accessible, well-bonded external surface (heavily corroded or concrete-lined pipes can prevent acoustic coupling); and at least 10 pipe diameters of upstream straight run for velocity profile development. Accuracy of a Doppler clamp-on on a representative slurry is typically ±1.5–2.5% of rate — suitable for process monitoring, bulk inventory tracking, and pump performance monitoring, but generally not for high-value custody transfer. The significant advantages of the clamp-on approach in slurry service are: no process shutdown required for installation; no wetted components subject to slurry erosion; and the ability to relocate the meter to different measurement points without pipe modifications. For applications where a permanent high-accuracy measurement is not required but periodic flow checks or balance measurements are, a portable Doppler clamp-on meter provides extraordinary value and is widely used in mining and wastewater operations for exactly this purpose.
5. What minimum flow velocity should I maintain through an electromagnetic meter in slurry service?
The recommended flow velocity in an electromagnetic meter for slurry service balances two competing requirements: sufficient velocity to keep solids in suspension (preventing particle settling that causes electrode coating and velocity profile distortion) and low enough velocity to limit liner abrasion to an acceptable rate. The McCreter slurry application guide recommends 3–10 ft/s (approximately 0.9–3.0 m/s) for abrasive slurries and 5–15 ft/s (1.5–4.6 m/s) for non-abrasive slurries. The critical settling velocity — the minimum velocity below which particles begin to deposit — depends on particle density, size, and shape, and should be calculated using the Durand equation or equivalent for the specific particle characterization. In practice, most electromagnetic meter installations in mining slurry target 1.5–2.5 m/s at normal flow to balance liner life against settling risk. If the process flow range naturally results in velocities below 1.0 m/s at low flow conditions, consider downsizing the meter bore to maintain adequate velocity — even at the cost of some additional pressure drop — as persistent low-velocity operation in slurry is one of the most common root causes of electrode fouling and associated measurement drift.
6. How do I select the right liner material for an electromagnetic flow meter in slurry service?
Liner material selection for electromagnetic meters in slurry service involves balancing three properties: abrasion resistance, chemical resistance, and temperature compatibility. Polyurethane is the preferred liner for highly abrasive slurries in neutral to mildly acidic pH (pH 5–12): it has excellent abrasion resistance (superior to hard rubber in high-velocity angular particle service), good chemical resistance to most mining reagents, and is temperature-limited to approximately 65°C. Hard natural rubber (NR) provides good abrasion resistance through elasticity (particles bounce rather than cut) and is preferred in applications with significant mechanical shock (pump outlet pulsation), but has limited chemical resistance to oils and solvents. Chloroprene rubber (CR/Neoprene) offers moderate abrasion resistance with better resistance to oils than natural rubber. PTFE provides the broadest chemical resistance but has poor abrasion resistance — it should not be used in slurry above about 1.5 m/s. Ceramic alumina (Al₂O₃) is the choice for the most severe abrasion conditions — concentrated ore slurries with hard silica particles at moderate velocities — offering a service life 3–5 times longer than polyurethane in the most aggressive applications, at a significantly higher cost. The electromagnetic flow meter liner and electrode selection guide from Jade Ant Instruments provides a materials compatibility matrix for the most common slurry applications, including pH ranges, temperature limits, and abrasion resistance rankings that can be used as the starting point for a site-specific material selection.
7. Is Coriolis measurement reliable for slurry density determination in mineral processing?
Coriolis meters provide reliable density measurement in slurry service under specific conditions, and the density output is one of the primary reasons they are specified in mineral processing despite the higher capital cost and maintenance demands compared to electromagnetic meters. The density measurement works through the change in tube resonance frequency: a denser fluid lowers the frequency, a lighter fluid raises it. The accuracy of ±0.001 to ±0.005 g/cm³ in slurry service (slightly degraded from the ±0.0005 g/cm³ achievable in clean single-phase liquid) is sufficient to calculate slurry solids concentration to approximately ±1–3% absolute, depending on the density difference between the solids and the carrier liquid. For a copper concentrate slurry with solids density 4.2 g/cm³ and carrier water density 1.0 g/cm³, a density measurement uncertainty of ±0.003 g/cm³ translates to approximately ±0.9% uncertainty in calculated solids concentration by mass — adequate for continuous process monitoring and control of thickener feed density, mill discharge density, and concentrate pump control. The conditions under which Coriolis density measurement becomes unreliable in slurry are: (1) high entrained air content (air bubbles significantly lower the apparent density); (2) rapidly changing particle size distribution (changes the tube dynamics in ways not accounted for by the static density calibration); and (3) very low fluid velocity (allowing particle settling inside the Coriolis tube, creating an asymmetric mass distribution that shifts the resonance frequency). In correctly sized and installed Coriolis systems in mineral processing, density measurement stability of ±0.002 g/cm³ over a 12-hour shift is routinely achievable — providing real-time process feedback that previously required laboratory sampling at 30-minute intervals.
8. What straight-run requirements apply to electromagnetic meters in slurry applications?
Electromagnetic flow meters in slurry service require 5–10 upstream pipe diameters and 2–3 downstream pipe diameters of straight, unobstructed run for accurate measurement. In practice, the upstream requirement is the governing constraint: a 90° elbow, pump outlet, or reducer immediately upstream of the meter creates an asymmetric or swirling velocity profile that the meter’s calibration (which assumes an axis-symmetric turbulent profile) does not account for, introducing systematic errors of 1–3% depending on the severity of the disturbance. In slurry service, an additional constraint applies at the downstream end: any valve that could be partially closed should be positioned at least 5 diameters downstream, not immediately adjacent to the meter outlet. Partial valve closure creates a downstream flow restriction that can increase local pressure drop sufficiently to cause particle settling in the meter bore — disrupting the velocity profile and coating the electrodes from the settled solids. When the physical plant layout does not allow the standard straight-run distances (common in retrofit applications or in congested mineral processing plant piping), flow conditioners (tube bundles or perforated plates) can be installed upstream to accelerate velocity profile development, reducing the required upstream length from 10 diameters to approximately 5 diameters — at the cost of a small additional pressure drop and the risk of the conditioner itself becoming a particle accumulation point in high-solids slurry service.
Further Reading & Resources:
Jade Ant Instruments — Industrial Flow Meter Manufacturer |
Electromagnetic Flow Meter Liner & Electrode Selection Guide |
Magnetic vs Ultrasonic Flow Meters for Wastewater |
5 Advantages of Ultrasonic vs Magnetic Meters for Clean Water |
Flow Meter Calibration Setup Guide |
Slurry Flow Measurement Challenges — McCreter |
Flowmeter Comparison Framework — Engineering ToolBox |
Doppler vs Transit-Time Ultrasonic Flow Meters — DwyerOmega














